隅アール(隅R)緩和によるQCDの向上
| 提案内容 | 刃物Rの改善(Rを大きくする&逃し加工) |
|---|---|
| 提案効果 | 精度向上・コストダウン・リードタイムの短縮 |
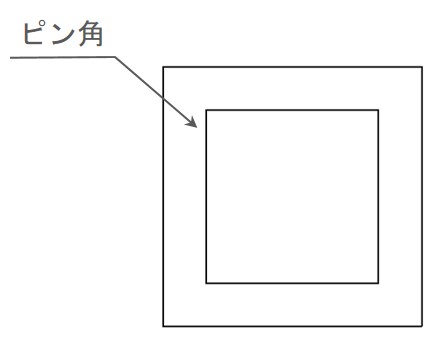
before
切削加工の特性上、コーナ部がピン角の加工は、原則できません。
コの字形状の場合は、ピン角の加工をすることができますが、その場合、加工時間が伸びるため、コストアップとリードタイムの増加につながってしまいます。
コの字形状の場合は、ピン角の加工をすることができますが、その場合、加工時間が伸びるため、コストアップとリードタイムの増加につながってしまいます。
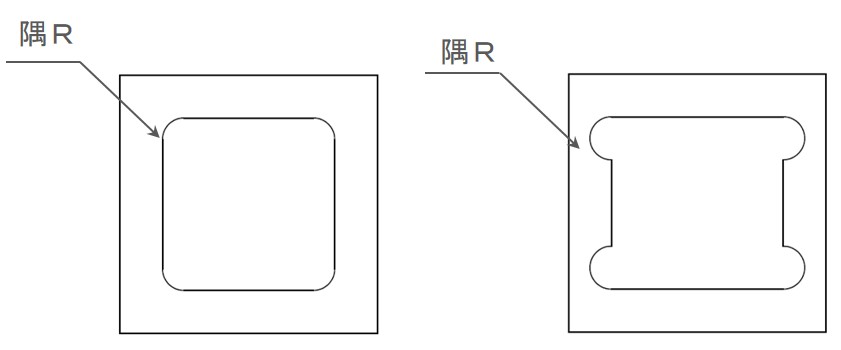
after
コーナ部にRを付けることで、対応可能となります。
切削加工の特性上、刃物の径(D)に対する加工深さ(L)が5倍(L/D)を超えると加工条件が極端に落ちていきます。そのため、コーナーRが大きければ大きいほど、コストダウンに繋がります。
例えば、コーナーRが2の場合、φ4の工具で削る必要があります。しかし、加工深さが50mmを超えると加工速度が上げられず、リードタイムも長期化し、精度も悪化してしまいます。
切削加工の特性上、刃物の径(D)に対する加工深さ(L)が5倍(L/D)を超えると加工条件が極端に落ちていきます。そのため、コーナーRが大きければ大きいほど、コストダウンに繋がります。
例えば、コーナーRが2の場合、φ4の工具で削る必要があります。しかし、加工深さが50mmを超えると加工速度が上げられず、リードタイムも長期化し、精度も悪化してしまいます。
ポイント
図面を書く際、「R○○以下」と表現いただければ、加工者の選択肢が増え、リードタイム短縮、精度向上に繋がります。